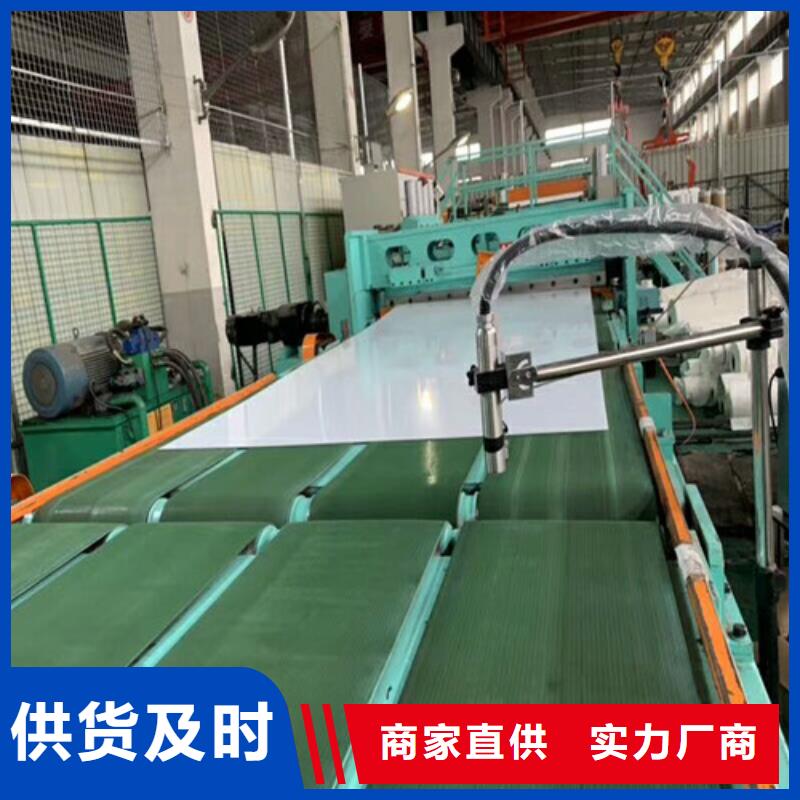
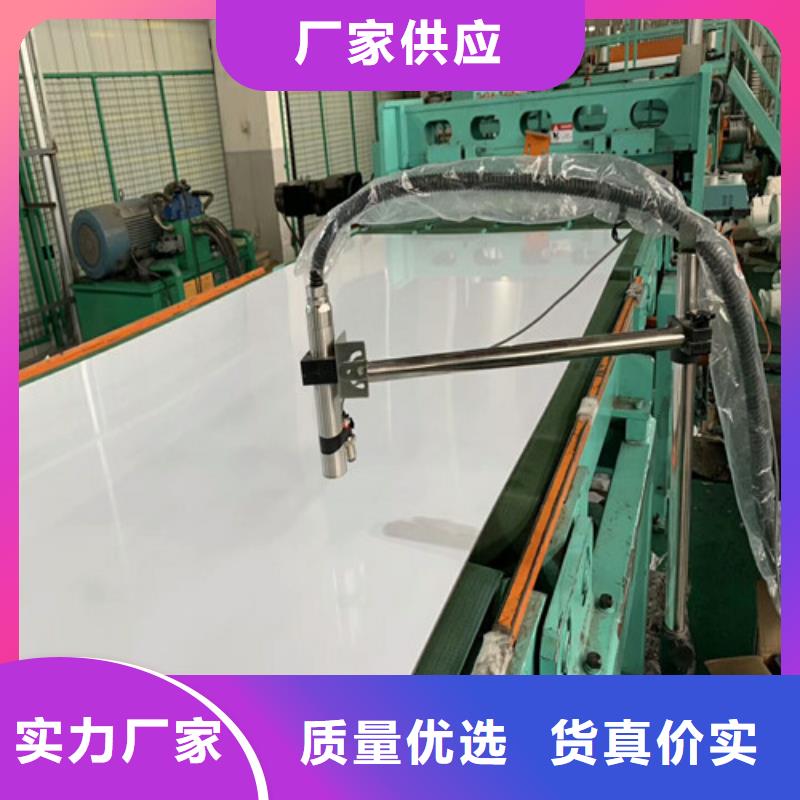
昌盛源金属有限公司是一家集 不锈钢花纹板、的研究、制造和销售为一体的股份制企业。我公司拥有一批专业的科技人才和技术人员,有丰厚的物质资源和人力资源,同时我公司又引进了一批高级管理人才和技术人才,使管理体系得到进一步完善,同时也加快了对新 不锈钢花纹板、产品的开发和研制,增强了公司的整体实力,提高了我们公司的市场竞争力。
技术支持:k797.com
首页
交谈





 扫一扫
扫一扫